Individual Quick Freezing (IQF) technology has become the industry standard for preserving food quality while supporting large-scale industrial production. Selecting the right IQF freezer directly affects product appearance, freezing efficiency, operating costs, and long-term return on investment.
When planning a new freezing line, food processors should evaluate multiple factors, including product characteristics, production capacity, factory layout, refrigeration systems, automation requirements, and future expansion plans.

Today’s global high-end IQF freezer market is led by internationally recognized manufacturers such as JBT Frigoscandia, GEA, and OctoFrost, whose technologies have become industry benchmarks. In China, only a limited number of manufacturers possess comparable engineering capabilities.
Yurnfreeze is one of the few integrated manufacturers combining in-house R&D, manufacturing, and project delivery with advanced European freezing technologies. We provide customized IQF freezing solutions engineered to international standards, helping food processors achieve performance comparable to leading global brands.
1. Why Choose IQF Freezing Technology?
IQF (Individual Quick Freezing) differs from conventional freezing by rapidly freezing each product individually using ultra-low-temperature airflow. This process forms smaller ice crystals, helping preserve texture, moisture, appearance, and flavor while preventing products from sticking together.
Compared with traditional static freezing:
- IQF Freezing: Individual product separation, lower dehydration loss, uniform freezing, higher product value.
- Conventional Freezing: Product clumping, larger ice crystals, higher product loss, and increased manual sorting costs.
2. Which IQF Freezer Is Best for Your Products?
There is no universal IQF freezer suitable for every application. The three mainstream technologies—Fluidized Bed Freezers, Spiral Freezers, and Tunnel Freezers—are designed for different products and production requirements. These technologies also represent the core product portfolios of leading manufacturers such as JBT Frigoscandia, GEA, and OctoFrost.
2.1 Fluidized Bed IQF Freezer
Best for:
Blueberries, peas, sweet corn, diced vegetables, shrimp, and other small, uniform products.
Advantages:
- Superior IQF product separation
- Stable airflow for uniform freezing
- Excellent energy efficiency
- Typical capacity: 500–5,000 kg/h
Fluidized bed freezers remain the preferred solution for fruit, vegetable, and seafood processing plants. International specialists such as OctoFrost and Unidex have built their reputations around this technology.

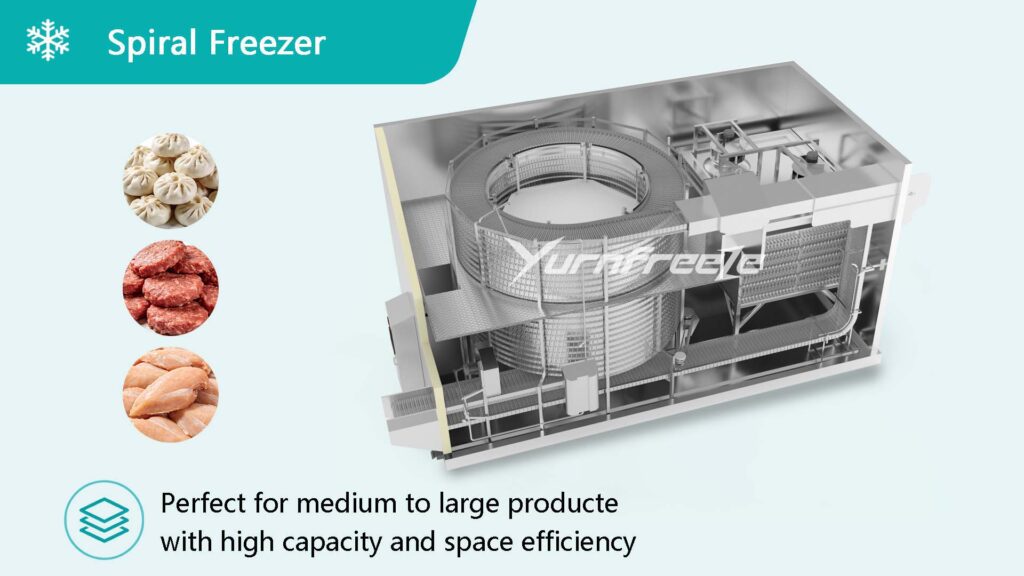
2.2 Spiral IQF Freezer
Best for:
Meatballs, chicken nuggets, fish fillets, bakery products, pizzas, and prepared meals.
Advantages:
- Compact vertical design
- High automation for continuous production
- Space-saving footprint
- Typical capacity: 300–6,000 kg/h
One of the industry’s best-known solutions is the JBT Frigoscandia GYRoCOMPACT® Spiral Freezer, widely used in large-scale food processing facilities worldwide.
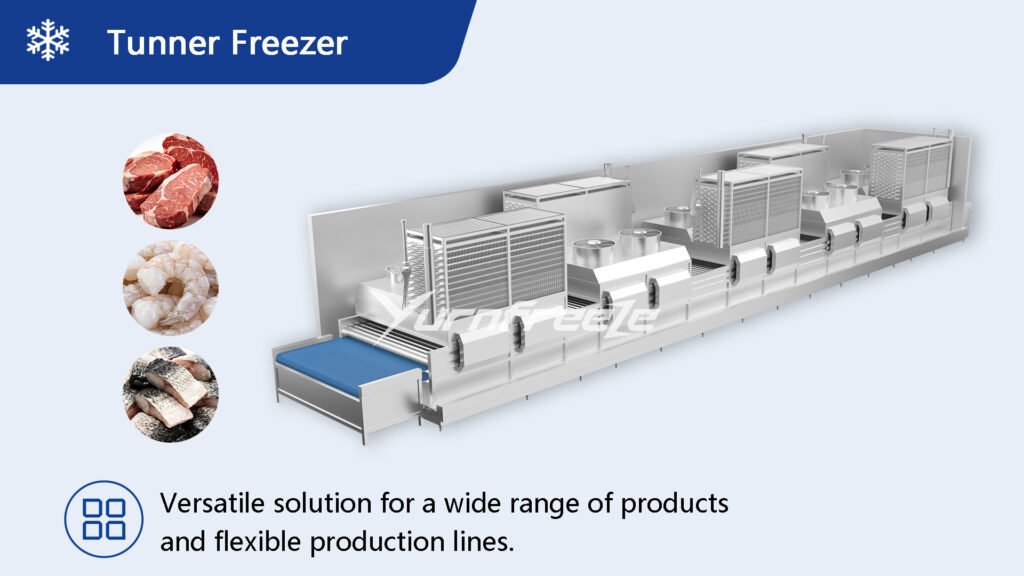
2.3 Tunnel IQF Freezer
Best for:
Seafood, meat products, ready meals, and flexible multi-product production lines.
Advantages:
- Wide product compatibility
- Adjustable freezing time
- Ideal for production line upgrades and capacity expansion
- Typical capacity: 100–2,000 kg/h
Tunnel freezers from GEA and JBT Frigoscandia are widely adopted by diversified food manufacturers requiring production flexibility.
Yurnfreeze has independently developed and commercialized all three IQF freezer technologies—fluidized bed freezer, spiral freezer, and tunnel freezer. Leveraging advanced European engineering concepts, our equipment delivers freezing accuracy, energy efficiency, and production stability comparable to internationally recognized brands such as JBT Frigoscandia and GEA. All systems are designed to meet international food equipment manufacturing standards and are available with CE certification for global export projects.
3. Five Steps to Choose the Right IQF Freezer

Step 1. Select the Freezer Based on Your Products
Evaluate: Product size, surface stickiness, fragility, inlet and outlet temperatures.
Generally:
- Small particulate products → Fluidized Bed Freezer
- Medium and large products → Spiral Freezer
- Multiple product categories → Tunnel Freezer
Step 2. Determine Your Production Capacity
Plan not only for today’s demand but also for future expansion.
| Production Scale | Typical Capacity |
|---|---|
| Small | <500 kg/h |
| Medium | 500–2,000 kg/h |
| Large | 2,000–5,000 kg/h |
| Industrial | >5,000 kg/h |
Yurnfreeze manufactures all equipment in-house and offers fully customized freezer sizes without being limited to standard models.
Step 3. Match the Freezer to Your Factory Layout
- Limited floor space → Spiral Freezer
- Long production area → Tunnel Freezer
- Standard processing plant for fruits, vegetables, or seafood → Fluidized Bed Freezer
Yurnfreeze engineers can provide customized production line layouts during the project planning stage.
Step 4. Choose the Right Refrigeration System
Ammonia (NH₃): Preferred for large industrial food factories due to excellent efficiency.
CO₂ Cascade Systems: Environmentally friendly, suitable for regions with strict sustainability regulations.
HFC/HFO Refrigeration: Cost-effective option for small and medium-sized processors.
Yurnfreeze supplies complete refrigeration solutions tailored to local regulations, production requirements, and export market standards.
Step 5. Select the Appropriate Automation Level
Basic Configuration: Conveyor system; Standard electrical control
Standard Configuration: Automatic feeding; PLC centralized control
Advanced Configuration: Automatic product distribution; CIP cleaning system; Remote monitoring; Automatic defrost (ADF) for continuous production
All Yurnfreeze systems feature self-developed precision temperature control technology for stable long-term operation and consistent freezing performance.
4. Consider the Total Cost of Ownership
The purchase price represents only a portion of the total investment.
Food processors should also evaluate: Energy consumption, maintenance costs, spare parts, labor costs, downtime, future production upgrades
Using advanced airflow optimization and heat exchange technologies, Yurnfreeze IQF freezers reduce overall energy consumption while improving production reliability. The result is a lower total cost of ownership with performance comparable to leading international systems from OctoFrost and GEA.
5. Checklist Before Requesting a Quote

Prepare the following information:
- Product type and dimensions
- Required hourly capacity
- Future expansion plans
- Factory dimensions
- Existing refrigeration system
- Project budget
This helps engineers recommend the most suitable customized solution.
6. Upgrading Existing Freezing Lines
Many food processors continue operating aging freezing equipment with limited capacity, high energy consumption, and inconsistent product quality.
Yurnfreeze provides customized upgrade solutions based on existing production layouts and refrigeration systems, minimizing civil modifications while improving freezing efficiency, product quality, and operational performance.
Our customized systems are engineered to meet production standards comparable to internationally recognized equipment from JBT Frigoscandia and GEA, making them suitable for both domestic food processing plants and export-oriented projects.
7. FAQ
Q1.Which IQF freezer is best for frozen fruits and vegetables? Is there a cost-effective alternative to JBT Frigoscandia?
Fluidized bed freezers are the preferred solution for berries, vegetables, and other small particulate products because they provide superior IQF separation. Yurnfreeze’s FP Reciprocating Pulse Fluidized Bed Freezer is engineered using advanced European airflow concepts, delivering freezing performance comparable to internationally recognized systems while reducing dehydration and energy consumption.
Q2.Which IQF freezer is recommended for shrimp processing?
Fluidized bed freezers remain the industry standard for IQF shrimp processing. Inspired by advanced fluidization technology, the Yurnfreeze FB Series features a modular fluidization deck that simplifies cleaning, speeds up product changeovers, and supports multi-SKU seafood production.
Q3.Which freezer is best for meatballs and bakery products when factory space is limited?
Spiral freezers provide continuous automated production within a compact footprint. Yurnfreeze spiral freezers are engineered to meet the performance standards expected by international food manufacturers and are suitable for export-oriented projects.
Q4.Which freezer is best for factories producing multiple product categories?
Tunnel freezers offer the greatest flexibility for seafood, meat, prepared foods, and other diversified production lines. Yurnfreeze tunnel freezers incorporate efficient airflow technology and optional multi-level conveyor designs to improve freezing performance while reducing product damage during conveying.
Conclusion
The ideal IQF freezer is the one that best matches your products, production capacity, factory conditions, and long-term business goals.
As one of the few Chinese manufacturers with integrated R&D, manufacturing, and project delivery capabilities based on advanced European freezing technology, Yurnfreeze provides customized IQF freezing solutions comparable to internationally recognized brands such as JBT Frigoscandia, GEA, and OctoFrost. From equipment design and production to installation and after-sales support, we help food processors build efficient, reliable, and future-ready freezing lines for both domestic and international markets.