Products that stick together, lose moisture, or freeze unevenly can quickly damage frozen food quality. In many cases, the real issue is not the freezer itself — but theIQF track design.
An IQF track in a fluidized bed freezer controls airflow, product movement, and freezing stages. A well-designed track improves product separation, freezing uniformity, yield, and appearance, especially for delicate IQF foods like shrimp, berries, vegetables, and diced products.
How Does an IQF Track Work in a Fluidized Bed Freezer?
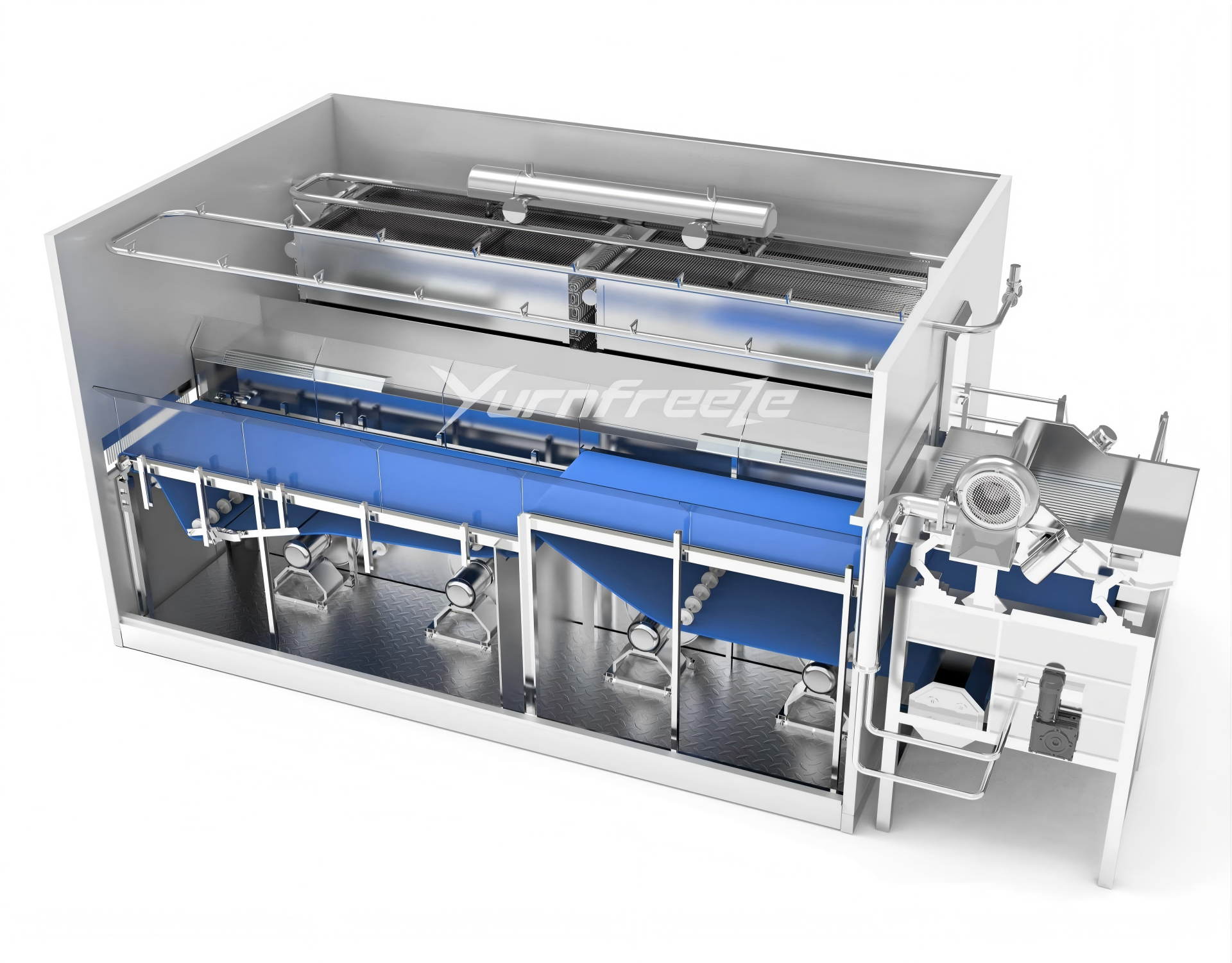
An IQF track is more than a conveyor belt. It directly controls how products float, separate, and freeze inside the fluidized bed freezer.
The IQF track works by combining controlled airflow, vibration or agitation, and conveyor movement to create fluidization. This allows individual food particles to freeze separately instead of clumping together.
What Does “Fluidization” Mean?
Fluidization happens when cold air passes upward through the product layer at a controlled velocity. The airflow partially lifts the product, creating a floating or semi-floating condition.This process helps:
- prevent product sticking
- improve heat transfer
- maintain product shape
- increase freezing speed
- reduce snow buildup
For IQF products, stable fluidization is critical because every particle must freeze individually.
According to the U.S. Department of Energy, fluidized systems can significantly improve heat transfer efficiency compared with static freezing methods.
Main Components of an IQF Track
| Component | Function |
|---|---|
| Perforated conveyor track | Allows cold air to pass through products |
| Air pressure chamber | Delivers uniform airflow |
| Agitation system | Prevents product overlap |
| Dual-zone structure | Separates crust freezing and deep freezing |
| Variable-speed conveyor | Adjusts retention time |
Why Track Stability Matters
An unstable track creates inconsistent airflow. This causes:
- product clustering
- uneven freezing
- Dehydration
- broken product surfaces
- reduced yield
For seafood processors, this problem is especially serious. Shrimp, squid, and diced fish are highly sensitive to airflow imbalance.
This is why many large frozen seafood factories now prefer advanced IQF track systems with independent airflow control.
How YURNFREEZE Designs IQF Tracks for Industrial Production
At YURNFREEZE, IQF fluidized bed freezers are designed with optimized airflow distribution and customizable track structures based on product characteristics.
Different products require different fluidization strengths. For example:
| Product | Recommended Track Behavior |
|---|---|
| Green peas | Strong fluidization |
| Shrimp | Gentle agitation |
| Mango cubes | Balanced airflow |
| Leafy vegetables | Low-impact transport |
This customization helps processors achieve stable IQF quality while reducing product damage and energy waste.
Why Is Dual-Zone Fluidization Important for Stable IQF Freezing?
Not all freezing stages require the same airflow or product movement. That is why modern IQF systems increasingly use dual-zone fluidization.
Dual-zone fluidization divides freezing into two stages: crust freezing and core freezing. This improves product separation, freezing stability, surface protection, and final product quality.
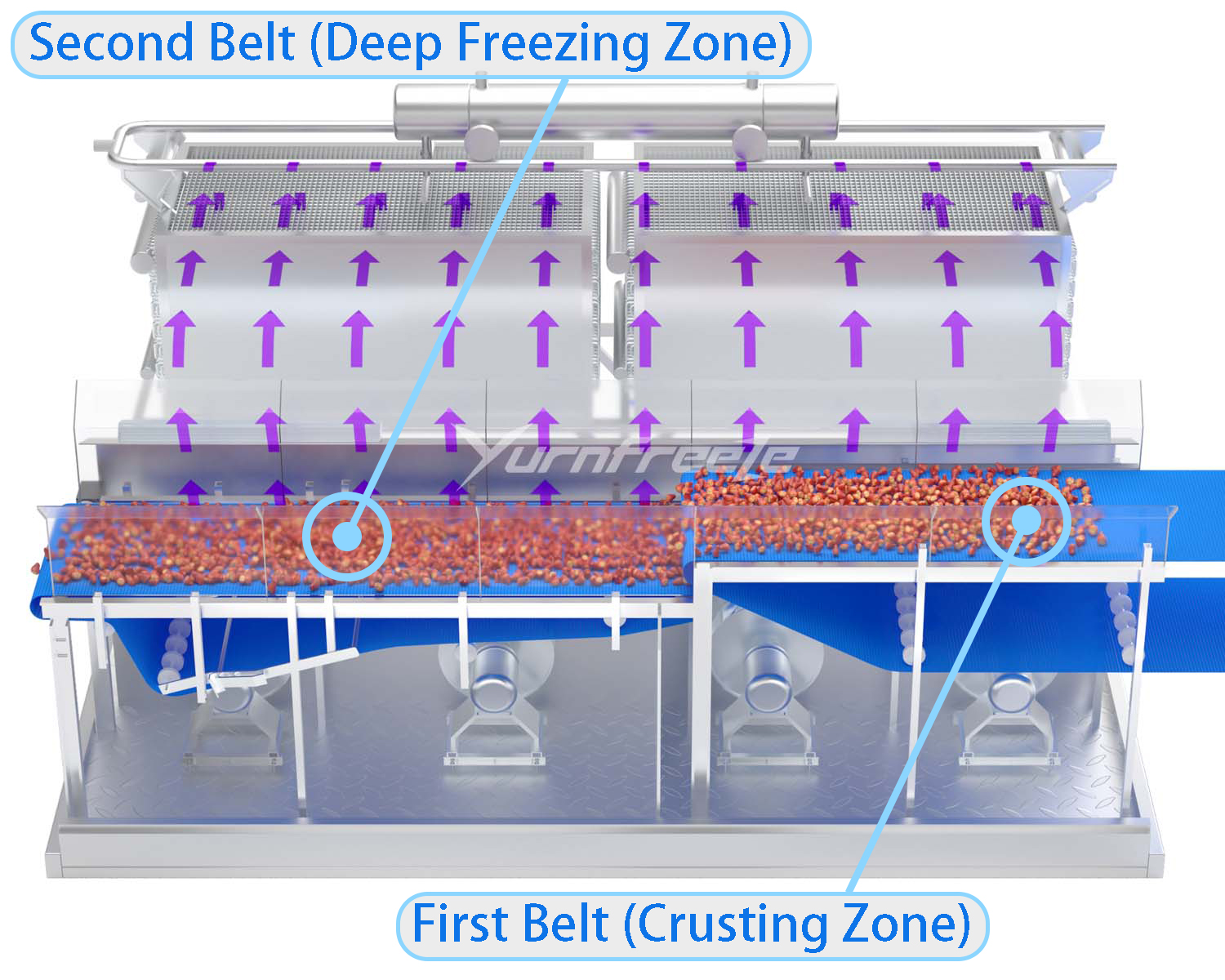
What Happens During Crust Freezing?
Crust freezing rapidly freezes the outer layer of the product surface.This stage helps:
- lock product shape
- reduce sticking
- protect moisture
- stabilize delicate surfaces
Without effective crust freezing, soft products can deform before core freezing begins.
What Happens During Core Freezing?
After the surface stabilizes, the second zone performs deep core freezing.
The airflow here is usually gentler but more uniform. The goal is to:
- complete internal freezing
- reduce thermal stress
- improve texture retention
- maintain yield
Comparison Between Single-Zone and Dual-Zone Systems
| Feature | Single-Zone | Dual-Zone |
|---|---|---|
| Product separation | Moderate | Excellent |
| Delicate product handling | Limited | Strong |
| Moisture retention | Lower | Higher |
| Freezing consistency | Variable | Stable |
| Yield protection | Medium | Better |
Why Large Processors Prefer Dual-Zone Systems
Large food factories often process multiple products in one line. Different products require different airflow behaviors. Dual-zone systems provide:
- better production flexibility
- improved product consistency
- lower rework rates
- more stable throughput
For exporters selling to Europe or Japan, appearance consistency is often directly linked to product pricing.
YURNFREEZE Dual-Zone IQF Solutions
YURNFREEZE fluidized bed freezers support independent airflow adjustment between crust-freezing and core-freezing sections.This allows processors to optimize freezing conditions for seafood, fruits, vegetables, prepared foods
The result is more stable IQF separation and improved production efficiency.
What Products Benefit Most from an Advanced IQF Track Design?
Some products freeze easily. Others are extremely difficult to separate and stabilize during IQF processing.


-1024x1024.jpg)

Advanced IQF track designs are especially beneficial for delicate, sticky, lightweight, or irregular products that require stable fluidization and gentle handling during freezing.
| Category | Typical Products | Main Freezing Challenges | IQF Track Requirement |
|---|---|---|---|
| Vegetables | Peas, corn, diced carrots, broccoli, green beans | Maintaining product separation | Strong but stable airflow |
| Fruits | Strawberries, blueberries, mango cubes, raspberries | Surface damage, skin cracking, sticking, structural fragility | Gentle fluidization and low-impact handling |
| Seafood | Shrimp, squid, scallops, diced fish | Surface moisture and irregular shapes | Dual-zone crust freezing for stable separation |
| Prepared Foods | Cooked rice, pasta, diced chicken, plant-based foods, snack products | Different product densities and shapes | Flexible track and airflow control |
Conclusion
The IQF track directly affects freezing quality, yield, and product separation. Modern processors increasingly rely on advanced airflow control, dual-zone fluidization, and intelligent track systems to improve efficiency, protect delicate products, and maintain consistent IQF performance in competitive frozen food production.